


- 電話:18022068388 王小姐
- 銷售部:13928159297
- 傳真:0760-88262588,88991166 EXT.613
- 郵箱:qr5@chnsteelball.com


您當前的位置是:新聞中心

| 現代鋼球硬磨加工工藝中存在的問題 | ||
| 來源:admin 錄入時間:2012/4/24 『返回』 | ||
|
||
|
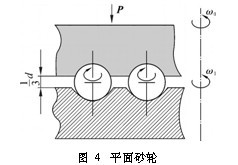
工藝分析 現有加工工藝理想狀態下 , 鋼球與砂 輪和 固盤的接觸均可簡化為點接觸 , 即 α0=α1=α2=ω0 L90 °, 由解析式得出 ,ω3= 2R ,ω4= 0。這說明鋼球只具有繞 y 軸的進給速度 (滾轉 ) , 而沒有繞 z 軸 的進給速度 (樞轉 ) , 加工中砂輪與固定盤之間通 常有 1 / 3鋼球直徑的間隔 (圖 4 ) , 沒有樞轉會造成 鋼球兩極存在磨不到的缺陷 。
 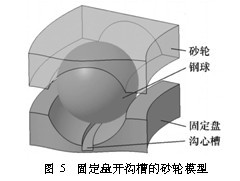 現有加工工藝中 , 鋼球經一次循環其磨 削 區 域為球面環帶 , 很難保證鋼球的球形精度 , 即使在 固定盤溝道底部加工出方形溝心槽 (圖 5 ) [ 3 ] , 改 變鋼球的受力點 , 仍存在兩極缺陷 。因為在固定盤上開對稱槽 , 即 α0 = 2 ,α1 =α2 = 4 , 得到 tan β= - 2R , |ω | = |ω sinβ| > 0。在此狀態下 , 雖然2L 4 2出現樞轉運動 , 但 R ν L , ω4 仍然沒有得到明顯的 提高 , 鋼球兩極上的質點被磨削到的概率仍然很 低 。
|
||
|
||
- Copyright (C) 2012 111中山市乾潤精密鋼球制造有限公司 All Rights Reserved 中山市乾潤精密鋼球制造有限公司
- 網站地圖
在線客服
- 客服1
