


- 電話:18022068388 王小姐
- 銷售部:13928159297
- 傳真:0760-88262588,88991166 EXT.613
- 郵箱:qr5@chnsteelball.com


您當前的位置是:新聞中心

| 現有硬磨機床的成球機理 | ||
| 來源:admin 錄入時間:2012/4/23 『返回』 | ||
|
||
|
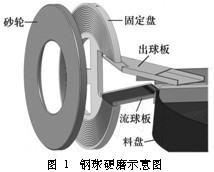
目前我國使用的鋼球硬磨機床,一般采 用 循 環磨削方法 (圖 1 ) 。加工時,鋼球裝入料盤中 , 隨料盤轉動鋼球從固定盤進料槽口,經流球板進入滾道,在砂輪與固定盤之間進行硬磨加工,磨完一 圈后,再從出料槽口流出 , 重新回到料盤。這種循 環磨削方法,使每粒鋼球進入磨削滾道的次數和時間盡可能地相同 。
 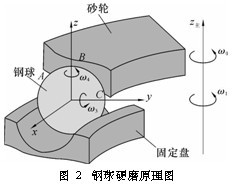 鋼球硬磨原理分析 如圖 2 所 示 。磨 削 中 , 當 砂輪以 ω0 繞砂輪軸旋轉時 , 鋼球在砂輪切削力和 摩擦力等作用下 , 其質心以角速度 ω1 繞砂輪軸公 轉 ; 同時鋼球以 ω2 繞通過自身球心的某軸作自轉 運動 。自轉角速度 ω2 可分解為繞水平軸 ( y 軸 ) 的滾轉 ω3 和繞垂直軸 ( z軸 ) 的樞轉 ω4 。設鋼球 半徑為 R , 鋼球球心到砂輪回轉中心的距離為 L。 由于鋼球上各點的運動情況不同 , 從磨削要素考 慮 , 切削速度即為磨削點砂輪速度與鋼球公轉速 度之差 , 而滾轉 ω3 提供繞 y 軸的進給速度 , 樞轉 ω4提 供 繞 z軸 的 進 給 速 度 。從 理 論 上 分 析 , 如 果鋼球與砂輪在接觸弧 AB C處存在 相 對運 動 (即 磨 削的主運動 ) , 同時存在著滾轉和樞轉運動 (即磨 削的進給運動 ) , 那么在砂輪轉一圈的磨削中 , 鋼 球表面上的每個點都有可能得到加工 , 從而保證 鋼球的球形精度 。
|
||
|
||
- Copyright (C) 2012 111中山市乾潤精密鋼球制造有限公司 All Rights Reserved 中山市乾潤精密鋼球制造有限公司
- 網站地圖
在線客服
- 客服1
